Quy trình hiệu chuẩn thước cặp đúng chuẩn kỹ thuật
21/07/2025 294
Thước cặp là dụng cụ đo cơ khí có độ chính xác cao, thường được dùng để đo kích thước ngoài, trong và độ sâu của chi tiết. Tuy nhiên, theo thời gian sử dụng, các yếu tố như bụi bẩn, dầu mỡ bám, va đập, mài mòn hoặc bảo quản không đúng cách có thể làm phát sinh sai số. Vì vậy, hiệu chuẩn thước cặp cần được thực hiện định kỳ để đảm bảo kết quả đo luôn tin cậy và phù hợp tiêu chuẩn. Hãy cùng thietbichuyendung.com.vn tìm hiểu cách hiệu chuẩn đúng kỹ thuật ngay sau đây!
Một số vật dụng cần chuẩn bị để hiệu chuẩn thước cặp
Trước khi bắt đầu, bạn cần chuẩn bị đầy đủ dụng cụ hỗ trợ, xác định phạm vi áp dụng hiệu chuẩn và đảm bảo điều kiện môi trường ổn định. Chuẩn bị tốt giúp quá trình kiểm tra diễn ra nhanh, chính xác và dễ đối chiếu với tiêu chuẩn.
Xác định phạm vi áp dụng & tiêu chuẩn hiệu chuẩn
Bạn cần biết thước cặp của mình đang thuộc dải đo nào để lựa chọn chuẩn và phương pháp kiểm tra phù hợp. Các giới hạn dải đo phổ biến gồm 150 mm, 200 mm, 300 mm, 500 mm và 1000 mm. Độ chia trên thân thước chính thường là 1 mm; thước phụ (du xích hoặc màn hình điện tử) thể hiện giá trị nhỏ nhất tùy theo độ chính xác thiết kế. Các cấp chính xác thường gặp: 0,1 mm; 0,05 mm; 0,02 mm

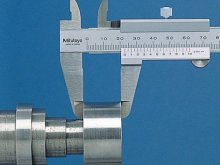
Hiệu chuẩn thước kẹp là công việc cần thiết để đảm bảo độ chính xác trong đo lường.
Dụng cụ chuẩn & thiết bị hỗ trợ
- Khối chuẩn (gauge block) hoặc căn mẫu có kích thước chuẩn dùng kiểm tra phạm vi đo (ví dụ khối 5 mm và các kích thước tham chiếu khác).
- Đũa đo / căn lá / pin gauge phù hợp khi kiểm tra song song của mỏ đo trong hoặc ngoài.
- Thước tóc (straightedge mảnh) để so khe sáng khi đánh giá độ phẳng bề mặt đo.
- Kính lúp hoặc kính phóng đại phục vụ kiểm tra ngoại quan vạch khắc, bề mặt đo, tình trạng gỉ sét.
- Khăn sạch không xơ & dung môi tẩy dầu (xăng công nghiệp, cồn kỹ thuật…) dùng làm sạch hàm đo và bề mặt chuẩn.
- Thiết bị kiểm soát môi trường (nhiệt kế, ẩm kế) để xác nhận điều kiện hiệu chuẩn.
Ổn nhiệt & điều kiện môi trường
Đặt thước cặp và các chuẩn đo trong cùng môi trường hiệu chuẩn ít nhất 1 giờ trước khi đo để cân bằng nhiệt. Duy trì nhiệt độ phòng trong khoảng 10 – 30°C và độ ẩm tương đối khoảng (50 ± 15)% RH. Môi trường nên sạch, khô, hạn chế rung động và thay đổi nhiệt đột ngột để tránh giãn nở gây sai số.
Làm sạch dụng cụ trước khi đo
Trước khi tiến hành kiểm tra, bạn phải làm sạch toàn bộ hàm đo, bề mặt trượt và bề mặt chuẩn để loại bỏ bụi bẩn, dầu mỡ. Việc vệ sinh giúp kết quả tiếp xúc chuẩn xác và tránh số đọc sai.
Xem thêm:
- Cách bảo quản thước cặp đảm bảo chất lượng, tăng tuổi thọ tối đa
- Cách chọn mua thước cặp chất lượng, giá thành tốt
Hướng dẫn hiệu chuẩn thước cặp đúng kỹ thuật
Quy trình hiệu chuẩn thường gồm ba nhóm kiểm tra chính: kiểm tra ngoại quan, kiểm tra kỹ thuật vận hành và kiểm tra đo lường. Hãy thực hiện theo thứ tự từ dễ đến phức tạp để sớm phát hiện lỗi cơ bản trước khi bước vào đo chính xác.
Bước 1: Ghi nhận thông tin ban đầu
Ghi model, số seri, dải đo, độ chia, cấp chính xác danh định, tình trạng chung và lần hiệu chuẩn trước. Thông tin này được dùng trong báo cáo và tem hiệu chuẩn.
Bước 2: Kiểm tra ngoại quan (Visual Inspection)
Mục tiêu: Đảm bảo thước không hư hại vật lý ảnh hưởng đến phép đo.
Đối với thước cặp cơ khí:
- Các mặt đo phải phẳng, không trầy xước sâu, không han rỉ, không móp méo.
- Vạch khắc trên thân thước phải rõ, đều, vuông góc mép thước, dễ đọc.
- Thân thước phải thể hiện độ chia và ký hiệu/nhãn của nhà sản xuất.
Đối với thước cặp điện tử:
- Màn hình hiển thị số phải rõ ràng, sắc nét, không đứt nét.
- Nút chức năng (ON/OFF, ZERO, mm/inch…) hoạt động.
Nếu phát hiện hư hại nghiêm trọng, bạn nên sửa chữa trước khi tiếp tục hiệu chuẩn.
Bước 3: Kiểm tra kỹ thuật vận hành (Functional Check)
Thước cặp cơ khí: Kiểm tra xem hàm trượt di chuyển mượt trên toàn thang đo, không kẹt, không rơ; vít hãm giữ chặt được tại mọi vị trí.
Thước cặp điện tử: Kiểm tra nguồn pin, độ ổn định hiển thị và phản hồi khi trượt hàm; đảm bảo số đọc không nhấp nháy bất thường.

Kiểm tra kỹ thuật vận hành
Bước 4: Kiểm tra điểm “0” (Zero Check)
Đóng hai hàm đo ngoài tiếp xúc nhẹ nhàng (không ép lực quá lớn). Đọc giá trị:
- Thước cơ khí: Vạch 0 trên du xích phải trùng với vạch 0 trên thang chính.
- Thước điện tử: Màn hình phải hiển thị 0 (sau khi nhấn nút ZERO nếu cần). Nếu sai, thực hiện điều chỉnh theo hướng dẫn nhà sản xuất hoặc ghi nhận sai lệch.
Bước 5: Kiểm tra độ phẳng bề mặt đo
Đặt thước tóc theo chiều dài và chéo trên từng mặt đo của hàm. Quan sát khe sáng giữa thước tóc và mặt đo dưới ánh sáng nền. So sánh với khe mẫu (hoặc sử dụng căn lá rất mỏng). Ghi nhận nếu có biến dạng hoặc mòn.
Bước 6: Kiểm tra độ song song của mặt đo ngoài
- Chèn khối chuẩn (ví dụ 5 mm) giữa hai mặt đo ngoài.
- Siết nhẹ vít hãm giữ vị trí.
- Lấy khối chuẩn ra, dùng đũa đo/căn lá kích thước khác nhau đo khoảng cách tại đầu và cuối vùng tiếp xúc.
- Hiệu số giữa hai kích thước thể hiện độ không song song. So sánh với giới hạn cho phép theo cấp chính xác của thước.
Bước 7: Kiểm tra độ song song của mỏ đo trong
- Mở hai mỏ đo trong và đo kích thước tại ít nhất hai vị trí dọc chiều dài mỏ bằng thước vặn hoặc chuẩn tương ứng.
- Ghi lại giá trị lớn nhất và nhỏ nhất.
- Chênh lệch giữa hai giá trị là độ không song song của mỏ đo trong.
Bước 8: Kiểm tra dọc theo dải đo (tùy yêu cầu)
Tại các điểm tham chiếu (ví dụ 25%, 50%, 75% dải đo), dùng khối chuẩn phù hợp để kiểm tra sai lệch chỉ thị. Ghi dạng: Giá trị chuẩn / Giá trị đọc / Sai lệch.
Bước 9: Đánh giá kết quả & hiệu chỉnh
So sánh các sai lệch đo được với giới hạn dung sai theo cấp chính xác danh định của thước. Nếu vượt ngưỡng:
- Làm sạch lại và đo lại để loại trừ lỗi thao tác.
- Nếu vẫn sai: Gửi hiệu chỉnh chuyên sâu, thay thế hàm, hoặc đưa ra quyết định loại khỏi sử dụng.
Tại sao nên hiệu chuẩn thước cặp?
Hiệu chuẩn định kỳ không chỉ giúp bạn đọc số chính xác mà còn bảo vệ chất lượng sản phẩm và uy tín sản xuất. Dưới đây là những lý do chính khiến việc này không thể bỏ qua.
Đảm bảo kết quả đo đáng tin cậy
Thước cặp bị mòn, bẩn hoặc sai điểm 0 sẽ cho ra số đọc sai, kéo theo quyết định sai khi gia công hoặc kiểm tra. Hiệu chuẩn giúp xác nhận sai số thực tế và kịp thời hiệu chỉnh.

Hiệu chuẩn thước cặp thường xuyên để tránh sai số
Duy trì chất lượng sản phẩm & giảm lãng phí
Kích thước sai trong gia công có thể khiến lô hàng bị loại, gây tốn vật liệu, thời gian và chi phí sản xuất. Kiểm soát thiết bị đo chính xác giúp giảm phế phẩm và bảo đảm tính lắp ghép chi tiết.
Tuân thủ tiêu chuẩn & yêu cầu quản lý
Nhiều hệ thống quản lý chất lượng và cơ quan quản lý yêu cầu thiết bị đo phải được hiệu chuẩn định kỳ. Hồ sơ hiệu chuẩn là bằng chứng truy xuất quan trọng trong đánh giá chất lượng, kiểm định hoặc audit khách hàng.
Kéo dài tuổi thọ dụng cụ đo
Quá trình hiệu chuẩn đi kèm vệ sinh, kiểm tra bề mặt và bảo dưỡng cơ khí. Nhờ đó, thước cặp hoạt động trơn tru, hạn chế mòn và tăng độ bền.
Khuyến nghị chu kỳ hiệu chuẩn
Tùy cường độ sử dụng và yêu cầu dung sai, bạn có thể thiết lập chu kỳ khác nhau. Tuy nhiên, trong đa số ứng dụng sản xuất và kiểm tra chất lượng thông thường, nên hiệu chuẩn thước cặp ít nhất 1 lần/năm hoặc sớm hơn nếu thước bị rơi, bị nghi sai, hoặc dùng trong môi trường khắc nghiệt.
Trên đây là hướng dẫn chi tiết cách hiệu chuẩn thước kẹp bạn có thể tham khảo. Hy vọng rằng với những thông tin này bạn có thể dễ dàng thực hiện tại nhà!